鋼管は、鋼の中空の長いストリップであり、石油、天然ガス、水、ガス、蒸気などの流体を輸送するためのパイプラインとして広く使用されています。同じなので、機械部品やエンジニアリング構造の製造にも広く使用されています。また、さまざまな従来の武器、バレル、シェルなどを製造するためにも一般的に使用されています。長さ6メートル。溶接鋼管の製造工程は単純で、生産効率が高く、品種と仕様が多く、設備への投資は少ないですが、一般的な強度は継目無鋼管よりも低くなります。

溶接鋼管分類
製法による分類
(1) 工程によると、アーク溶接管、抵抗溶接管(高周波、低周波)、ガス溶接管、炉溶接管
(2) 溶接によると - ストレートシーム溶接パイプ、スパイラル溶接パイプ
断面形状による分類
(1) 単純断面鋼管…丸鋼管、角鋼管、長円形鋼管、三角鋼管、六角鋼管、菱形鋼管、八角鋼管、半円形鋼管、その他
(2) 複雑な断面の鋼管 – 不等六角鋼管、五弁梅形鋼管、両凸鋼管、両凹鋼管、メロン形鋼管、円錐形鋼管、波型鋼管、ケース鋼管など
肉厚に応じて、薄肉鋼管と厚肉鋼管に分けることができます。
端部の形状に応じて、丸溶接パイプと特殊形状(角、平など)の溶接パイプに分けられます。
目的別分類
一般溶接管、亜鉛メッキ溶接管、酸素吹き溶接管、ワイヤーケーシング、メートル溶接管、アイドラー管、深井戸ポンプ管、自動車管、変圧器管、電気溶接薄肉管、電気溶接異形管、足場パイプとスパイラル溶接パイプ。
主目的
水道工学、石油化学産業、化学産業、電力産業、農業灌漑、都市建設で広く使用されています。これは、わが国が開発した 20 の主要製品の 1 つです。
液体の輸送に使用されます:給水と排水。ガス輸送用:ガス、蒸気、液化石油ガス。
構造上の目的:杭打ちパイプ、橋として。埠頭、道路、建築構造物などのパイプ。
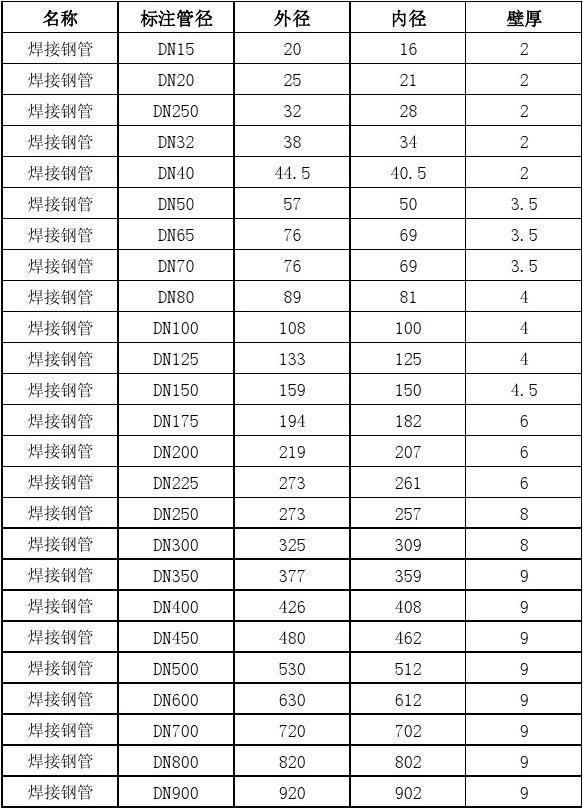
溶接鋼管は、パイプの表面処理によって亜鉛メッキと非亜鉛メッキに分けられます。溶接された鋼管は、工場出荷時に 2 つのタイプに分けることができます。管端にねじがある溶接鋼管の場合、各管の長さは 4 ~ 9m、ねじのない溶接鋼管の場合、各管の長さは 4 ~ 12m です。
溶接鋼管は、管壁の厚さによって、薄肉鋼管、厚肉鋼管、普通鋼管に分けられます。プロセス配管は普通鋼管が多く、試験圧力は2.0MPaです。増肉鋼管の試験圧力は3.0MPaです。
溶接鋼管には、ねじ込み接続、フランジ接続、溶接など、多くの接続方法があります。フランジ接続はねじ込みフランジ接続と溶接フランジ接続に分けられ、溶接方法はガス溶接とアーク溶接に分けられます。
一般的に使用される溶接鋼管の仕様範囲:呼び径6~150mm
溶接鋼管は、成形工程によって大きく3つに分けられます。
1. 電縫鋼管
電縫鋼管、英名ERW(Electric Resistance Welded Pipe)、溶接タイプはストレートシーム。抵抗溶接は溶加材を使用しない圧接方式を採用。溶接シームには他のコンポーネントが充填されていません。高周波電流の表皮効果と近接効果により、プレートのエッジが瞬時に溶接温度に加熱され、押出ローラーを圧迫することで鍛造が形成されます。組織の溶接。
抵抗溶接鋼管は、高周波抵抗溶接HFW(高周波溶接管)と低周波抵抗溶接LFW(低周波溶接)の2種類に分けることができます。
ERW鋼管は、主に石油や天然ガスなどの蒸気および液体の物体を輸送するために使用され、高圧および低圧のさまざまな要件を満たすことができます。現在、世界の輸送用パイプの分野で重要な位置を占めています。
2.スパイラル溶接鋼管
スパイラル溶接鋼管、英語名 SSAW (スパイラル サブマージ アーク溶接パイプ)、溶接タイプはスパイラル シームです。サブマージアーク溶接方式を採用し、内外二重層を溶接。サブマージアーク溶接(サブマージアークサーフェシング、エレクトロスラグサーフェシングなどを含む)は、安定した溶接品質、高い溶接生産性、アーク光がなく、煙やほこりが少ないという利点を持つ重要な溶接方法です。
スパイラル溶接パイプは大径で、3000mm以上に達することがあり、大径パイプライン輸送および建築構造により適しています。
三本直シーム溶接鋼管
縦サブマージ アーク溶接パイプ、英語名は LSAW (縦サブマージ アーク溶接パイプ)、溶接タイプはストレート シームです。サブマージアーク溶接の方法も使用され、内側と外側の二重層が溶接されます。ストレートシーム鋼管の肉厚は比較的大きく、その用途はスパイラル溶接鋼管と同様です。

さまざまな成形プロセスによると、ストレートシーム溶接鋼管は、UOE(UingおよびOing成形パイプ)とJCOE(J-ing、C-ingおよびO-ingパイプ)の2つのカテゴリに分類できます。UOE成形法(U成形、O成形、E拡径)、JCOE成形法(鋼板をJ形にプレス加工した後、C形、O形に順次プレス加工し、その後拡径する)。
サブマージ アーク溶接プロセス (SAW) は一種の電気融接 (EFW Electric Fusion Welded Pipe) であり、1 つまたは複数の消耗電極とワークピースの間で金属を加熱することによって金属を結合することに注意してください。アークが圧力なしで金属と溶加材を完全に溶かし、溶加材部分が電極から出てくるプロセスの 1 つ。
投稿時間: Jan-06-2023